

(紧接上期)
4.关键工艺技术在有机棉纺纱过程中的重要工艺和关键工序控制标准
4.1 有机棉花加工工艺技术改进对有机棉花指标改进的重要性
(1)加工期间的温湿度稳定及外界气候稳定是防止有机棉花质量指标波动的关键。
(2)清除籽棉中的杂质和危害性疵点是减少疵点的重要工艺控制技术。
(3)加工过程中的柔性打击和针布锋利度的质量稳定性是控制有机棉花质量指标的重点。
(4)稳定的除尘工艺技术和清洁的除尘设备及管道是减少有机棉花中危害性杂质和疵点的精髓。
(5)防止过干或过湿的烘干工艺技术是保证有机棉花疵点稳定和内在质量指标稳定的关键。
(6)根据品种和采摘时间调整加工工艺技术是确保有机棉花质量指标长期稳定的重要措施。
4.2 有机棉花混配棉关键工艺技术
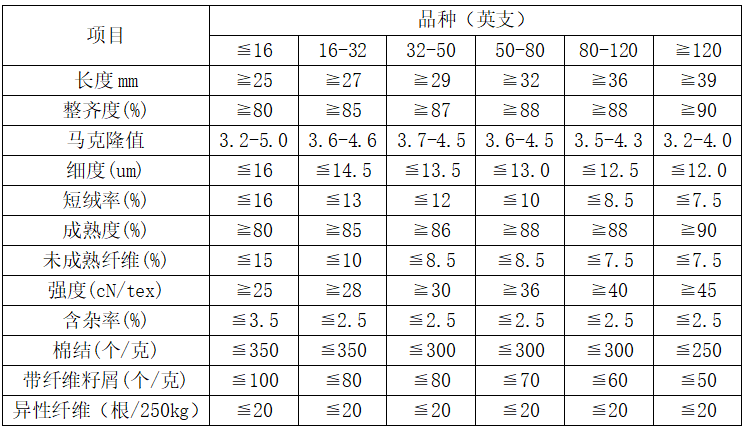
(1)严格控制有机棉花的进货检验指标和实物检验不动摇。
(2)严格内控指标,纤维长度、整齐度、强度、短绒率等内在指标需放在首位进行控制。
(3)严格控制原棉加工指标,疵点、异性纤维、含杂率、回潮率等加工指标必须控制在标准范围内。
(4)严格控制原棉加工流程与设备,优化喂给和加工速度,保证加工流程和设备正常运行。
(5)严格控制加工过程中的温度、湿度、回潮率、烘干温度和时间。
(6)精确控制棉花的成熟度和未成熟纤维比例,以适应纺纱质量要求。
(7)严格按照标准执行对棉结、带纤维籽屑、索丝、软籽表皮、僵瓣等疵点的控制。
(8)要求批次接替时,确保原料的内在物理指标和外观加工质量指标接近,防止混配棉质量出现波动。
有机棉花混配棉关键工艺技术要求见表2。
表2 有机棉花混配棉关键工艺技术要求
4.3 有机棉花清梳联除杂、除短绒、除微尘工艺技术
(1)在清梳联工序中清除混配棉中的软籽表皮、僵瓣、带纤维籽屑、索丝、黄根、黄头性纤维等危害性疵点。
(2)清除所有混配棉中的危害性短纤维、未成熟纤维、卷曲严重伸直性差的纤维。
(3)保持抓棉、开棉、混棉、清棉、梳棉等机台的送风和回风压力稳定,并确保滤网清洁通畅,以减少棉层、棉束、棉絮中的危害性疵点。
(4)保持锡林、道夫、盖板、刺辊、固定分梳板针布的锋利度和平整度,以及它们相互之间的隔距精准性、一致性,以及时排除危害性纤维和疵点。
(5)从抓棉机到梳棉机都要保持合理的棉流、棉层、棉束的流量,输送状态稳定,防止棉纤维纠缠形成棉结等疵点。
(6)合理设计清梳联工艺参数,以控制短绒增长率,减少棉结和杂质数量。
有机棉花清梳联危害性疵点的控制要求见表3。
表3 有机棉花清梳联危害性疵点的控制要求

4.4 提高有机棉花梳理效果的工艺技术
(1)清梳联和精梳梳理器材的一致性是保证梳理效果,提高梳理效率的根本。
(2)混配棉的一致性和混配质量是决定梳理效果的基础。需要注意的是,梳理效率的高低并不总是与梳理效果成正比。
(3)正常环境和混配棉条件下,清梳联、精梳落棉率的大小与梳理效果正相关。
(4)当清梳联无法满足关键工序控制要求时,可以通过精梳工序的梳理效果进行补充。
(5)合理设置、控制、改进清梳联、精梳的工艺条件和生产环境是提高梳理效果的关键。
(6)根据棉纱品种和质量要求合理选择并调整梳理工艺参数,周期性维护维修、清洁和更换梳理器材,是梳理效果的保证。
有机棉花梳理效果和梳理效率的控制标准见表4。
表4 有机棉花梳理效果和梳理效率的控制标准

4.5 有机棉花牵伸对棉纱质量影响工艺的控制技术
(1)混配棉的内在质量控制是决定每一个工序牵伸和牵伸分配的关键工艺技术。
(2)应根据前工序的半制品和棉纱质量来确定后工序牵伸倍数和牵伸分配。
(3)纺纱设备状态、纺纱专件器材的运行状态及其一致性,是决定各工序间牵伸倍数和牵伸分配的关键因素。
(4)生产环境条件及气候变化条件是不可忽视的因素,会影响牵伸倍数和牵伸分配的选择。
(5)采用不同的牵伸形式、纺纱设备及器材时,对牵伸倍数和牵伸分配的要求也应相应调整。
(6)棉纱品种范围、半制品定量范围、棉纱质量控制要求等生产要素发生变化时,需要牵伸倍数、牵伸分配也随之做出相应的改变。
(7)当牵伸元件、牵伸工艺参数或捻系数发生变化时,要对牵伸倍数和牵伸分配做出相应调整。
有机棉花纺纱牵伸倍数及牵伸分配的要求见表5。
表5 有机棉花纺纱牵伸倍数及牵伸分配的要求

4.6 有机棉花纺纱过程中关键工序半制品指标工艺技术
(1)实际采购有机棉花的检验质量指标与进货检验要求的一致性是重点。
(2)混配棉接替标准的执行一致性、原则性、绝对保证性、长期稳定性是基础。
(3)梳棉工序包含梳理效果和梳理一致性、稳定性的控制,危害性纤维和危害性疵点的控制是关键。
(4)精梳工序不仅需要控制短绒率、未成熟纤维、棉结,还需控制超短纤维短绒率、死棉、白星等。
(5)各工序半制品的质量指标,与原料进货检验控制和分类、混配棉指标和接替密切相关。
(6)生产效率与疵点剪切数量在一定程度上决定了棉纱质量等级、面料质量等级和疵品数量,各工序的稳定性和一致性也会影响最终产品质量。
有机纺纱半制品疵点数量控制范围见表6。
表6 有机纺纱半制品疵点数量控制范围

4.7 有机棉花棉纱关键工艺技术清纱参数控制
(1)自动络筒机纱支偏离清除范围要求:32支以下纱支控制在0.5支以内,32-80支控制在1.0支以内,80支以上控制在1.5支以内。
(2)络筒应根据十万米纱疵残留的危害性纱疵数量、残留纱疵对面料的危害等因素合理设置清纱曲线。
(3)不应根据剪切疵点数量的多少,而是应根据原纱管纱生产出来疵点种类、数量等因素来决定清纱参数的设置。
(4)设置清纱参数时,要综合考虑剪切纱疵后,捻接质量是否会导致新的纱疵;同时,应充分了解最终客户对面料组织结构及染色质量的具体要求。
(5)要考虑异性纤维数量的多少和长短,根据十万米纱疵残留的异性纤维是否具有危害性等因素进行控制。
(6)绝大多数多级别细小纱疵无法通过电子清纱器剪切达到清除的目的,需要改善原纱质量和整个生产流程的工艺控制和标准设置。
清纱参数清除疵点效果的要求见表7。
表7 清纱参数清除疵点效果的要求

4.8 棉纱疵点关键控制工艺技术
(1)严格控制原料的采购标准、进货检验、混配棉工艺原则,从源头上减少成纱疵点。
(2)要保证有机棉花纺纱清梳联、精梳梳理工艺的一致性,周期性更换和维护维修梳理器材。
(3)严格把控有机棉花纺纱地域性污染特性、采摘方式、包装形式、运输要求、加工方式。
(4)保证纺纱设备、器材状态的一致性,生产车间环境的稳定性,以及工艺管理的精准性和生产过程的连续性。
(5)结合有机棉纱管纱质量标准控制、实物纱疵剪切、残留纱疵曲线修正、十万米纱疵种类、自动络筒机生产效率、织物质量标准要求进行综合控制。
(6)为有效控制纱疵,要确保配棉中的短绒率和未成熟纤维含量处于理想范围;在生产过程中要保持各工序合适的送风量与回风量,并确保滤网清洁畅通,以实现纱疵控制目标。
有机棉纱疵点数量控制范围见表8。
表8 有机棉纱疵点数量控制范围

(未完待续)
作者:熊伟(海南沃普农业科技发展有限公司)
编辑: 中国纱线网,转载请注 明出处
想要获取更多纺织资讯和最新行情,关注公众号「纱线网newyarn」,回复「行情」,及时获取最新纺织行情;回复「加群」,邀请您加入1000个纺织群;回复「招聘」,查看最新岗位信息。

长按扫码关注中国纱线网官方唯一公众号纱线网newyarn
关注纺织热点,解读行业政策,发布企业动态。



























热门跟贴