

 打开网易新闻 查看精彩图片
打开网易新闻 查看精彩图片
文末提供PPT下载方式
圆柱齿轮作为机械传动核心部件,其加工需经多道精密工序,核心围绕“齿坯制备-齿形加工-热处理-精加工”四大环节展开,确保传动精度与使用寿命。

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片
打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片

打开网易新闻 查看精彩图片
齿坯加工是基础,通常以圆钢或锻件为原料,经锻造、正火处理改善金属组织,再通过车削加工外圆、端面和内孔,保证齿坯尺寸精度与形位公差,为后续齿形加工奠定基准。
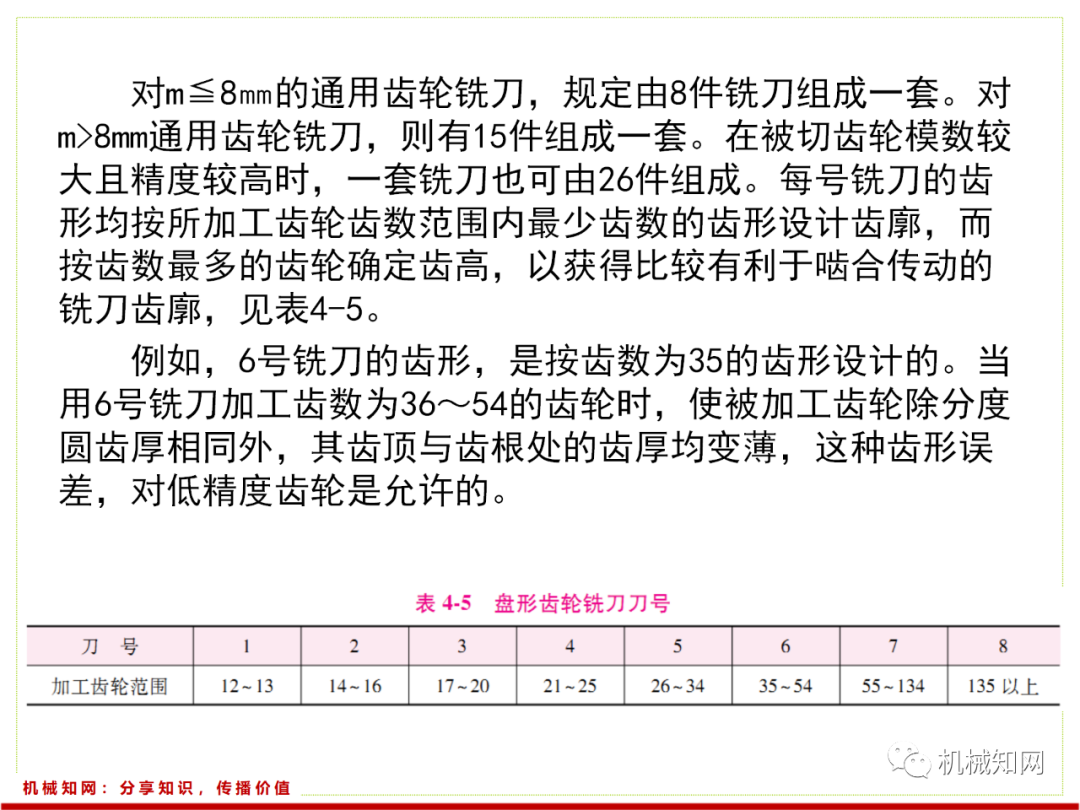
齿形加工是核心工序,主要分为成形法与展成法两类。成形法通过与齿轮齿槽形状吻合的成形铣刀,在铣床上逐齿切削,工艺简单但精度较低,适用于低速、低精度齿轮;展成法应用更广泛,包括滚齿、插齿、磨齿等,其中滚齿通过滚刀与齿轮的啮合运动连续切削,效率高、精度中等,是批量生产的主流方式;插齿适合加工内齿轮、多联齿轮等复杂结构;磨齿则通过砂轮精密磨削,可达到IT5级以上高精度,用于高速、重载齿轮的精加工。
后续需经热处理(如渗碳淬火、调质)提高齿轮硬度与耐磨性,再通过珩齿、研齿等精加工修正热处理变形,进一步提升齿面粗糙度与传动平稳性。整套工艺需严格控制各环节精度,才能确保圆柱齿轮满足不同机械装备的传动需求。

打开网易新闻 查看精彩图片
50万+机械工程师都在看↓↓↓
关注上方公众号,回复关键词,免费领取海量资料!!
1. 回复【动图】领取10000+个机械动图及视频包
2. 回复【CAD】领取800GAutoCAD全套视频教程
3. 回复【UG】领取800G的UGNX全套视频教程
4. 回复【SW】领取800G的Solidworks全套教程
5. 回复 【机械设计】 领取800G(非标)机械设计资料




















热门跟贴